Ex.3 Waste heat recovery from the tunnel kiln
| 1. Existing problems: | |
| The cooling zone air of the tunnel kiln is used as combustion air, but the highest possible temperature is only 80ºC because the flow-meter currently in use is made of glass. | |
| 2. Improvement measures: | |
| The supply-air flow-meter for the burners in the sintering section is replaced with a heat-resistant flow-meter. This allows the air temperature to be increased form 80ºC to 250ºC, thereby reducing fuel consumption. | |
| 3. Preconditions for estimation: | 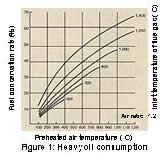 |
|
| Fuel: A-fuel oil Fuel consumption: 467kL/y at sintering part (Total 667kL/y in kiln) Air ratio, m: 1.2 Flue gas temperature: 1,300ºC Fuel saving ratio: 23% - 8% = 15% (By figure) Fuel price: k\31.1/kL |
||
| 4. Estimated energy saving: 467kL/y×0.15 = 70kL/y | ||
| 5. Effect | ||
| Reduction in crude oil equivalent = 70kL/y×39.1GJ/kL/38.76MJ/L =71kL/y CO2 reduction = 70kL/y ×39.1GJ/kL×0.0189tC/GJ×44/12 = 190t/y Cost saving = 70kL/y × k\31.1/kL = k\2,177/y |
||